把之前六期整合成一套可落地的工程方法——刚度预算(Stiffness Budget)、12 条设计准则、实验验证方法,以及与 D01 精确约束的联合设计流程。
一、刚度预算——从精度目标反推到结构需求
1.1 什么是刚度预算
误差预算(Error Budget)是精密工程的标准方法论——从整机精度目标出发,将允许的总误差分配到各子系统(几何误差、热误差、结构变形、伺服误差等)。刚度预算(Stiffness Budget)是其结构力学的对应物:
从精度目标反推出每个结构环节允许的最大柔度。
基本公式 [1]:

其中 δallowable 是分配给结构变形的那份精度预算。精密机床的误差来源可以粗略分三档:几何误差(制造与装配)是最大的原始误差源,但可通过补偿大幅削减;热误差是补偿后最大的残余误差源;结构变形(刚度) 通常在总预算中占 15%–25%。这三档之外的伺服误差、测量噪声和磨损合计占 5%–15%。
1.2 刚度预算六步法
第一步:确定精度敏感方向。 哪一维的位移对产品质量最致命?精密机床通常是刀尖-工件连线方向;光刻机是焦面 Z 方向和套刻 XY 方向。
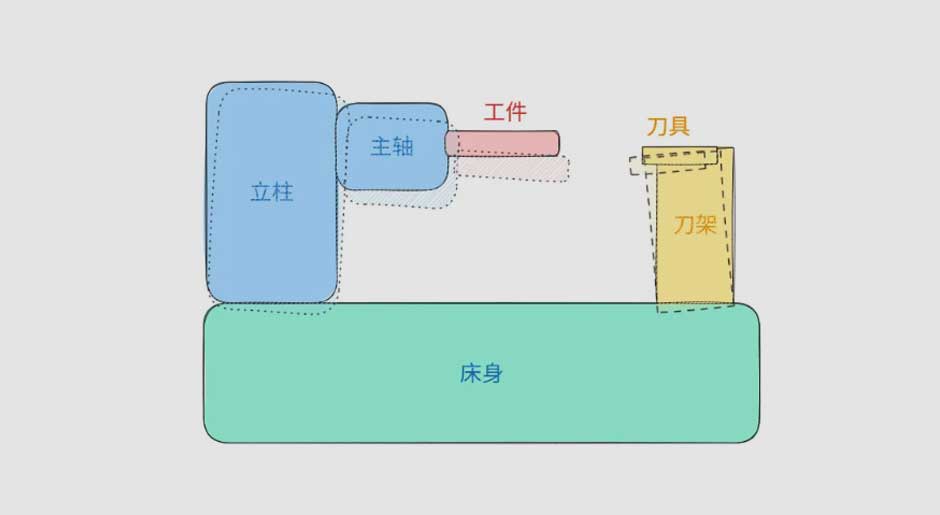
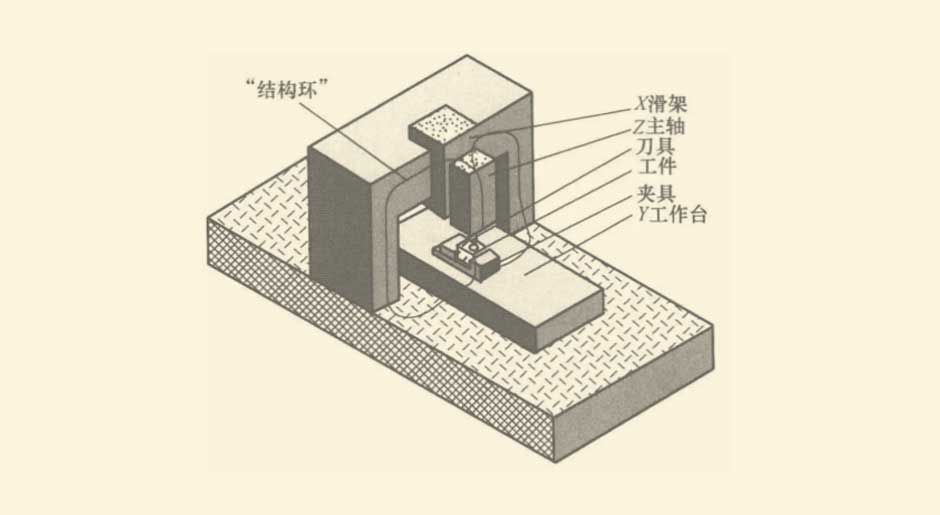
第二步:绘制结构环路图。 从力作用点到参考基准的完整力流路径。标出每一个串联环节(构件、螺栓接头、导轨、轴承、主轴)。这步做好了,刚度预算就成功了一半——因为你知道力在走哪条路。
第三步:估算各环节柔度数量级。 构件柔度用梁/板公式估算;接触柔度参照 Rivin 实验数据或 VDI 2230 [1] [2];轴承刚度查供应商目录(注意:供应商给出的轴向/径向刚度通常是在额定预载和特定频率下的)。
第四步:识别瓶颈环节。 串联系统中 1/ktotal ≈ 1/kmin 。找出最柔的那一环——它可能就是你的刚度预算中最大的风险项。
第五步:分配刚度指标。 从全局精度预算 → 结构变形允许值 → 各环节允许柔度 → 各环节刚度指标。一个代表性分配逻辑:
主体结构(框架/床身/立柱):占系统柔度 ≤ 20%–30%
导轨和轴承:占 ≤ 30%–40%(运动界面的柔度天生较高)
螺栓接头:每个接头 ≤ 5%–10%(但多个接头串联后总量可观)
主轴/工装/其他:占余量
如果主体结构占比就超过了 50%,说明框架设计出问题了。这里的"占比"指柔度贡献比例( 1/k框架 ≈ 1/ktotal)——框架的柔度吃掉了大半预算,而导轨和轴承由于接触刚度天生偏低、柔度占比压不下去,剩余空间不足以消化所有串联环节。刚度预算的核心纪律是:把刚度的大头砸在主体结构上,而不是指望精密轴承和精密螺栓去弥补框架的柔性。
第六步:迭代。 估算 → 识别瓶颈 → 加固瓶颈 → 重新分配 → 直到各环节柔度之和 ≤ 目标。这通常需要 2–3 轮迭代才能收敛。
二、精密机械刚度设计 12 条准则
以下准则综合自 Rivin、Slocum、Blanding 和 Hale 的经典论述 ,按从宏观拓扑到微观界面的逻辑排序。
宏观拓扑(4 条)
准则 1:结构环路越短越好。 力流路径上的每一个串联段都是柔度的增量。优先选择直连而非多段拼接的结构拓扑。
准则 2:力流走直线,避免急转弯。 力流转弯产生弯矩——而 kbending ≤ kaxial(细长件可差 100–1000 倍)。能用拉压传力绝不弯曲。
准则 3:闭口截面对开口截面——百倍抗扭鸿沟。 框架件承受偏载时,扭转是隐性杀手。闭口截面 是开口截面的 100–1000 倍。精密机械框架件的默认截面是闭口箱型或圆管。
准则 4:龙门优于 C 型——但仅在空间和成本允许时。 边界条件从悬臂改两端支撑,挠度可降 16–64 倍。但开放性与刚度的 trade-off 永远存在——小型机床开放性是第一需求,刚度够用即可。
截面几何(3 条)
准则 5:截面高度是弯曲刚度的主控手柄。 I ∝ h3(矩形)、 I ∝ D4(圆形)。把材料从中性轴移到最外层——空心截面用最小的重量获得最大的 。
准则 6:空心 ≈ 实心的刚度,但重量只有三到六成。 薄壁管( t/D ≈ 0.1 )保留实心杆 ~60% 的 I,重量仅 ~36%。精密机械的结构件应该是空心的——这不是轻量化,是结构效率。
准则 7:筋高比筋厚重要。 I ∝ h3 vs I ∝ b1 。深而薄的筋优于浅而厚的筋——直到局部屈曲限制。加筋的方向必须垂直于弯曲变形的方向。
接触界面(2 条)
准则 8:接头越少越好。 每个螺栓接头 = 一个柔性弹簧串联进力流。增材制造为"少螺栓的整体框架"提供了新的可能。
准则 9:预紧力是接触刚度的第一道防线。 kcontact ∝ Fm(m ≈ 1/3 - 1/2)。在螺栓强度允许范围内,预紧力宁高勿低。欠预紧导致刚度塌方的速度远超松动风险。
动态设计(2 条)
准则 10:结构基频 ≥ 伺服带宽的 3 倍。 fn,1 ≥ 3fservo。如果做不到,提升 k/m 比值——优先减重(不增 k 就增 ωn ),其次加刚。
准则 11:共振方向要对准非敏感方向。 你无法消除所有共振,但可以通过结构布局让基频的振型对准不敏感的坐标轴。计量框架的基频振动方向应该避开测量光束的方向。
材料与环境(1 条)
准则 12:有热源时优先考虑 dE / dT 和 CTE。 弹性模量随温度下降——铝合金在 150°C 时 E 已跌 ~10%,200°C 跌 ~15%。CTE 通过约束结构转化为热应力——长结构 + 大 CTE + 刚性约束 = 灾难。
三、刚度测试——算出来不够,测出来才算
3.1 静态刚度测试
最直接的方法:加载 → 测位移 → k = F / δ [1]。
• 加载:砝码(小力)、液压缸(大力)、测力计
• 测位移:千分表(μm 级)、电容传感器或激光干涉仪(nm 级)
• 标准:ISO 230-1 规定了机床静刚度测试的方法(加载点、测量点、数据处理)
关键注意事项:测量链必须独立于加载链。 如果用同一个结构支撑加载装置和传感器,你测的是"加载装置的柔度 + 结构的柔度"——实测刚度会被低估。
3.2 实验模态分析(EMA)
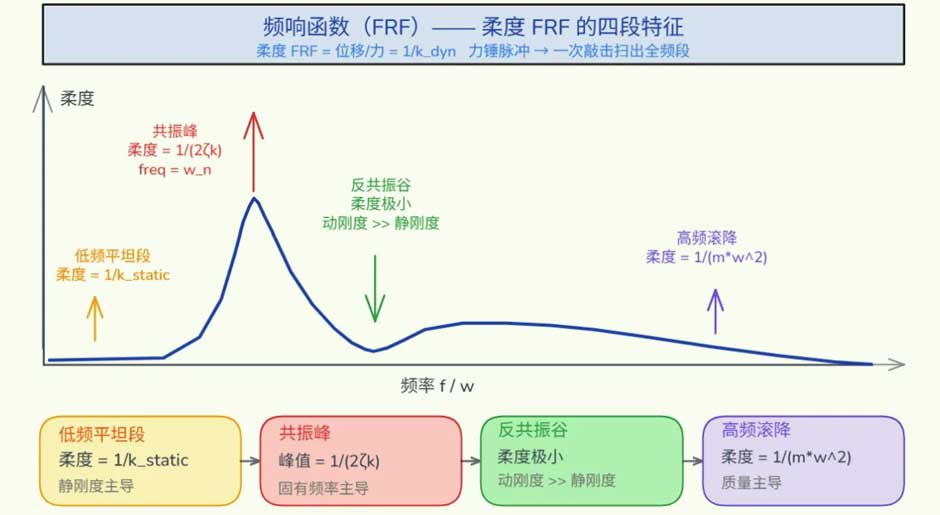
力锤(Impact Hammer)敲击 → 加速度计测量响应 → FFT(快速傅里叶变换,Fast Fourier Transform)处理 → 频响函数 → 模态参数提取 [6]。
EMA 能给你三样 FEA 给不了的东西:
真实的固有频率——FEA 的边界条件总是理想化的(通常假设刚性接地),而真实结构的边界是有柔度的;
真实的阻尼比——FEA 中的阻尼是输入的,EMA 的阻尼是实测的;
模型的校准基准——FEA 频率 vs EMA 频率的偏差超过 10% 时,说明模型有问题(通常是接触刚度或边界条件建模不对).
3.3 实测与 FEA 偏差的三大来源
来源一:接触界面建模。 FEA 中最常见的问题是接触面被设成"bonded"(绑定,无限刚度)或"frictional"但摩擦系数不对。实测接触刚度通常比 FEA 偏低——以接触界面主导刚度的结构,FEA 预测可以偏硬 2–3 倍。
来源二:边界条件。 FEA 中假设螺栓固定处"零位移"——真实结构的基座不是无限刚性的,地脚螺栓也不是完美的固定端。实测的有效 L(力臂)通常比 FEA 中长,导致实测刚度偏低。
来源三:装配应力。 FEA 中零件是"理想装配"——没有螺栓拧紧顺序导致的翘曲,没有焊接残余应力。真实结构中的装配变形会在几何上改变力流路径(预弯的立柱比直的立柱更柔)。
四、约束 + 刚度:精密机械双核设计流程
D01(精确约束设计)和 D02(刚度设计)是精密机械设计的两个并行的核心——一个是自由度管理,一个是力-位移管理。两者缺一不可,且有明确的接口 [4] [5]。

核心接口:运动学接口(Kinematic Interface)。D01 规定了球和 V 槽的位置(自由度分配),D02 规定了球的半径和预载(接触刚度)。两者的共同输出决定了接口的 6-DOF 刚度矩阵。约束过度(D01 违规)→ 装配应力、热应力;刚度不足(D02 违规)→ 力下位移、共振。
五、常见设计错误 7 条巡礼
一周的所有内容,最终都指向避免以下 7 条错误:
错误 1:把材料的 E 当成结构的 K 。钢的 E 是铝的 3 倍 ≠ 钢结构的刚度是铝结构的 3 倍。和的杠杆效应远超。
错误 2:选高强钢期望提升刚度。 所有钢的 E 都是 ~200 GPa。热处理改变的是强度,不是刚度。
错误 3:FEA 中接触面设成"bonded"。 这是最常见的刚度高估来源。真实接触刚度比 FEA bonded 预测低 2–3 倍。
错误 4:忽略串联最弱环节。 花大价钱在主体结构上提升了 50% 刚度,但串了一个接触柔度比它大 10 倍的螺栓接头——总刚度纹丝不动。
错误 5:只算静刚度、不查固有频率。 静态 k 达标,但 fn 落在伺服带宽内——动态振幅是你的静挠度的 50 倍。
错误 6:碳纤维比刚度高所以用碳纤维。 理论比刚度是钢的 3 倍,但各向异性、连接困难、湿热膨胀——三个问题经常使碳纤维的实际工作刚度还不如铝合金型材。
错误 7:阻尼不重要,刚度第一。 共振区动刚度 = 2ζk。ζ = 0.002(钢焊接件)vs ζ = 0.01(灰铸铁)——同等静刚度下共振动刚度差 5 倍。
六、D02 收束与 D04 预告
刚度体检清单
一周结束,你可以拿以下清单给自己的机器做一次"刚度体检":
结构环路画出来了吗?最柔的一环在哪?
截面形状效率是否最优?(空心圆/方 vs 实心?闭口 vs 开口?)
每个螺栓接头的接触刚度是否做过估算?
结构基频是否高于伺服带宽 3 倍?
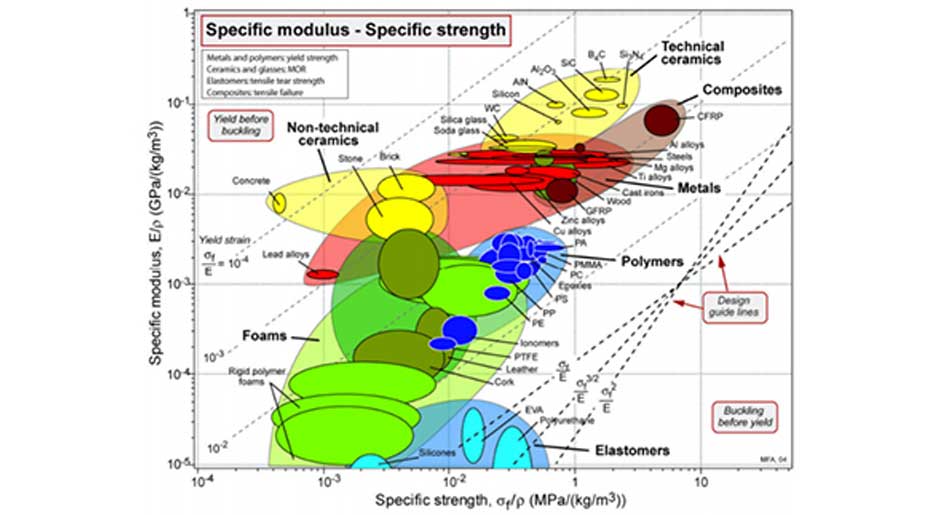
选材时是否匹配了载荷场景的性能指数( E / ρ或 E 1/2/ ρ )和热约束(CTE、dE / dT )?
FEA 模型的接触界面是否做了实验校准?
是否有错将热处理钢当成"高刚度钢"的地方?
本周核心公式速查
| 公式 | 含义 |
|---|---|
| ka = EA / L | 轴向刚度 |
| kb = EI / L3 | 弯曲刚度(悬臂 ,两端固支 ) |
| kt = GJ / L | 扭转刚度 |
| 1/ ktotal = ∑ 1/ ki | 串联刚度(短板杀全局) |
| ktotal = ∑ ki | 并联刚度(冗余有益) |
| I = bh3 / 12 | 矩形截面惯性矩( 三次方) |
| I = π(D4 - d4)/ 64 | 空心圆截面惯性矩( 四次方) |
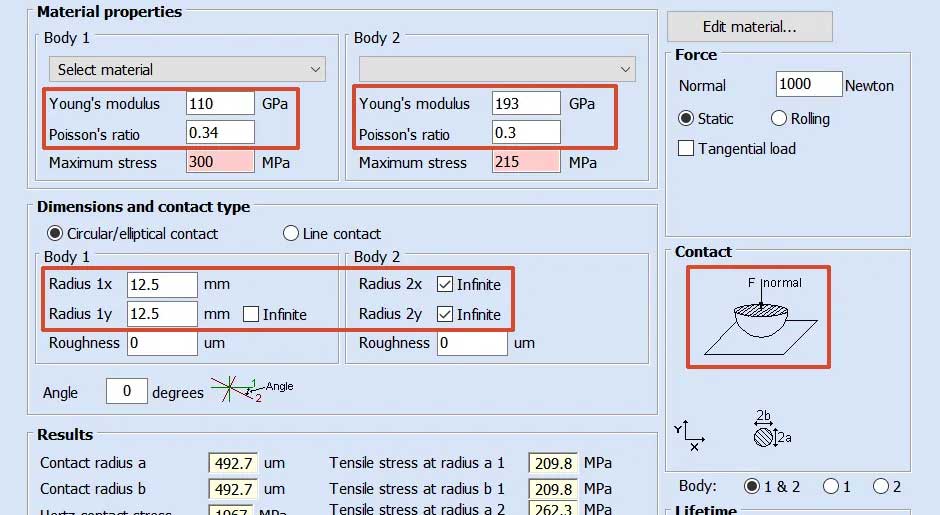
| kn = (6E x2 RF)1/3 | 球-平面法向赫兹接触刚度 |
| ωn = √ k / m | 固有频率 |
| |kdyn(ωn)| = 2ζk | 共振区有效动刚度 |
下期预告
刚度告诉你"多少力产生多少位移"。但刚度解决不了的一件事:振动怎么停下来。
一台灰铸铁床身和一台焊接钢床身,静刚度相同、固有频率相同——但铸铁的振动衰减快 5–10 倍。这是因为阻尼(Damping)——材料内耗、接触摩擦、流体粘滞——在不改变刚度的情况下,决定了振动能量多久消散。
下周 D04,我们将深入阻尼的物理机制:粘性阻尼、结构阻尼、库仑摩擦阻尼、约束层阻尼(CLD)、颗粒阻尼、调谐质量阻尼器(TMD)。从材料选择到结构设计,让精密机械不仅"够硬",还"够安静"。
参考文献
[1] Rivin, E. I., Stiffness and Damping in Mechanical Design, Marcel Dekker, 1999, Ch.6 "Design for Stiffness".(刚度预算、设计准则和实验方法的完整工程指南。)
[2] VDI 2230 Part 1, Systematic Calculation of Highly Stressed Bolted Joints, 2015.(螺栓连接柔度计算的工业标准。)
[3] Slocum, A. H., Precision Machine Design, SME, 1992, §6.7 "Design Case Studies".(机床床身设计案例,含结构环路应用分析。)
[4] Blanding, D. L., Exact Constraint: Machine Design Using Kinematic Processing, ASME Press, 1999, §1.1–1.3.(精确约束设计的基本原理——D01 的核心文献。)
[5] Hale, L. C., Principles and Techniques for Designing Precision Machines, PhD Thesis, MIT, 1999, Ch.7 "Design Methodology".(精密机器设计方法的完整流程,约束与刚度的整合。)
[6] Inman, D. J., Engineering Vibration